



The importance of precision cleaning is growing, especially as metal parts get smaller, more complex, and require tighter tolerances.
 Elizabeth NorwoodEven the smallest measure of particulate or leftover residue, too small to be seen by the naked eye, can mean specification failure and render finished parts unacceptable. So, engineers and quality managers who may not have been overly concerned about parts cleaning in the past are now giving it more serious attention. Many are choosing to use vapor degreasing for their cleaning operations.
Elizabeth NorwoodEven the smallest measure of particulate or leftover residue, too small to be seen by the naked eye, can mean specification failure and render finished parts unacceptable. So, engineers and quality managers who may not have been overly concerned about parts cleaning in the past are now giving it more serious attention. Many are choosing to use vapor degreasing for their cleaning operations.
But one of the biggest mistakes they make is purchasing a vapor degreaser without doing the necessary legwork first. Ask a critical cleaning fluid chemist or a precision cleaning field technician, and they can provide dozens of examples where engineers spent tens of thousands or even hundreds of thousands of dollars on a vapor degreaser, only to discover too late that it's not equipped to clean the contaminants from their parts.
For example, the vapor degreaser might not be big enough to handle the batch sizes needed or not have the required "cleaning add-on" options like ultrasonics, spray wands, or super-heat to get their parts clean. Or the cleaning fluid inside the vapor degreaser has a distillation turnover rate that's too low compared to the rinse sump turnover. This will typically result in dirty parts because the vapor degreaser distillation unit isn't purifying enough of the dirty cleaning fluid to keep the rinse sump clean.
The Big Risk of Buying Less
Some engineers simply choose the cheapest vapor degreaser they can find. That is often a very basic, yet still pricey, model with just one rinse sump for simple mono-solvent immersion cleaning. However, if the mono-solvent cleaning fluid inside the vapor degreaser doesn't remove the contaminant, the machine doesn't allow for options. Since it only has one immersion sump to work with, additional cleaning or rinsing steps with a more volatile fluid can't be added. The engineer is then left in the difficult position of owning an expensive vapor degreaser they can't use.
It's for these reasons that most vapor degreasing experts agree, always choose the cleaning fluid first, then purchase the vapor degreasing equipment with the correct size, number of sumps, heating equipment, and stills that can manage the cleaning fluid at the correct temperature and distillation rate to get the optimal cleaning result.
The Three Forms of Vapor Degreaser Cleaning
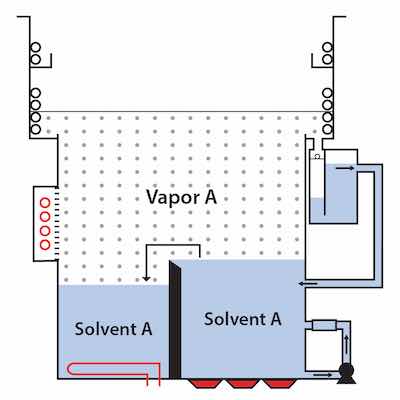 Mono-solvent cleaning, as the name suggests, uses a single cleaning fluid inside a traditional two-sump vapor degreaser to clean, rinse and dry parts. Copyright Microcare.Contamination and parts material play a large role in determining which cleaning fluid and method to use. By determining the nature of the contaminant early on, it might be possible to eliminate it from the manufacturing process altogether. Even if it can, cleaning might still be required, especially if the parts are very complex or must meet tight customer-required cleanliness standards. Here are three of the most common types of vapor degreaser cleaning.
Mono-solvent cleaning, as the name suggests, uses a single cleaning fluid inside a traditional two-sump vapor degreaser to clean, rinse and dry parts. Copyright Microcare.Contamination and parts material play a large role in determining which cleaning fluid and method to use. By determining the nature of the contaminant early on, it might be possible to eliminate it from the manufacturing process altogether. Even if it can, cleaning might still be required, especially if the parts are very complex or must meet tight customer-required cleanliness standards. Here are three of the most common types of vapor degreaser cleaning.
Mono-Solvent Vapor Degreasing
Mono-solvent cleaning, as the name suggests, uses a single cleaning fluid inside a traditional two-sump vapor degreaser to clean, rinse and dry parts.
Mono-solvents are relatively strong and high-boiling to remove hydrocarbon-based stamping oils, machining lubricants, corrosion protection agents and metal shavings. They can also melt waxes off metal parts. Mono-solvent cleaning is typically used on organic contaminants including rosin-based fluxes, light oils and particulate. Parts are cleaned
in the boil sump, rinsed in the rinse sump and then dried in the vapor blanket above the two sumps.
Some mono-solvents are also azeotropes. An azeotrope is a cleaning fluid made with two or more components that when combined together form a stable mixture. They do not separate and always behave as one solvent, even during boiling, cooling and distillation.
Azeotropes are typically engineered to render cleaning fluids nonflammable, to enhance their cleaning performance or to improve their toxicity profile. They provide the cleaning performance and safety of a mixture of cleaning solvents, but with the easy storage, handing, and disposal of a single or mono-solvent cleaning fluid.
Co-Solvent Vapor Degreasing
Mono-solvent cleaning is very effective for many parts cleaning tasks. However, there may be times when a mono-solvent just isn't getting the job done. Then it's time to consider either a co-solvent or bi-solvent vapor degreaser cleaning process.
Co-solvent cleaning delivers the speed and convenience of mono-solvent cleaning, but amplifies it with a second, high boiling temperature solvent for more cleaning muscle.
The two co-solvents have very distinct behaviors. One boils at a very high temperature and the other boils at a much lower temperature, working together to enhance overall cleaning performance.
The high-temperature, non-volatile solvating agent dissolves stubborn or more difficult soils including solder fluxes, silicone oils, synthetic greases, grinding media, polishing pastes, baked-on resins and inks.
The low-boiling, non-volatile rinsing agent then washes the solvating agent off the components and provides the vapor blanket for more cleaning and drying.
Bi-Solvent Vapor Degreasing
Another way to clean very tenacious soils like thick waxes, heavy pitches and viscous metal working fluids is to use a bi-solvent method to dissolve or solubilize the contaminants for removal.
Bi-solvent cleaning uses a two-sump vapor degreaser and a separate preliminary cleaning tank. The solvating agent is in a separate cleaning tank outside of the vapor degreaser. It operates at much higher temperatures than the rinse agent in the rinsing sumps inside the vapor degreaser itself. The rinsing agent rinses the solvating agent off the parts but also loosens, lifts and washes away any residual contamination.
Beware of Too Much of a Good Thing
 Send dirty sample parts to a cleaning fluid supplier that offers pre-testing to identify the type of soil, level of contamination and determine the cleaning process that works best.Although co-solvent and bi-solvent cleaning have their advantages, it's important to proceed with caution. These methods should be reserved for only the most difficult-to-remove soils. Not all parts require these more aggressive, high-temperature cleaning methods. Using a co-solvent or bi-solvent that is too powerful for the contaminant or the substrate can lead to damaged parts. Not to mention the unnecessary expense of using two cleaning solvents.
Send dirty sample parts to a cleaning fluid supplier that offers pre-testing to identify the type of soil, level of contamination and determine the cleaning process that works best.Although co-solvent and bi-solvent cleaning have their advantages, it's important to proceed with caution. These methods should be reserved for only the most difficult-to-remove soils. Not all parts require these more aggressive, high-temperature cleaning methods. Using a co-solvent or bi-solvent that is too powerful for the contaminant or the substrate can lead to damaged parts. Not to mention the unnecessary expense of using two cleaning solvents.
There is a saying in the industry, 'like cleans like', so matching the cleaner to the contaminant will provide best cleaning results. It is recommended that dirty sample parts go to a cleaning fluid supplier that offers pre-testing to identify the type of soil and ascertain the level of contamination. They can then perform laboratory cleaning trials to determine if a mono-solvent, bi-solvent or co-solvent cleaning process works best.
The experimental cleaning trials help them to verify the cleaning times, methods and any special vapor degreaser equipment requirements to use as a benchmark for the future.
Preempting Environmental Concerns
When choosing vapor degreasing fluids, it is also important to keep environmental regulations in mind. It would be terrible to select a cleaning fluid and cleaning method only to discover local, state or federal restrictions won't allow it.
One example is nPB (n-Propyl Bromide). nPB has been widely used as an effective and reliable industrial cleaner for over 30 years. It replaced other environmentally-questionable chemistries such as CFC-113, methyl chloroform, hydrochlorofluorocarbons (HCFCs) and perfluorocarbons (PFCs) which are found in many cleaning solutions.
nPB however, is now under review by the U.S. EPA (Environmental Protection Agency), OSHA (Occupational Health and Safety Administration) and ACGIH (American Conference of Governmental Industrial Hygienists). Its use is under scrutiny and the restrictions around it continue to grow.
nPB is not the only solvent of concern. Others in question include perchloroethylene (Perc) and trichloroethylene (TCE) which are currently banned or restricted in some countries. In the U.S., the EPA added TCE and Perc to their environmental watch list. This means that some cleaning fluids that have been used effectively for many years will likely need to be replaced with greener alternatives.
Fortunately, there are a number of good, environmentally-progressive cleaning fluids on the market today. Many of them boast zero ODP (Ozone Depleting Potential) and low GWP (Global Warming Potential) ratings to meet stringent air quality and other environmental regulations.
Avoid the Big Mistake
It is important to get the priorities straight when choosing a parts cleaning method. The biggest mistake is buying a vapor degreaser, or any other cleaning equipment, before doing some homework. Prior to purchasing equipment or selecting a cleaning fluid, it's important to know the parts make-up and identify the parts contamination first. This crucial information helps engineers make their decisions in the right order; cleaning fluid first, equipment second.
When in doubt it is recommended engineers work with an experienced cleaning fluid vendor partner. They can perform on-site audits or in-lab tests with sample parts and recommend, or formulate, the fluids and metal cleaning methods that will work best. With their help, engineers can confidently invest in the required cleaning equipment and cleaning fluids knowing they will not only clean effectively, but also meet specific environmental regulatory requirements and standards for a sustainable process.
Elizabeth Norwood is a Senior Chemist at MicroCare, LLC, which offers precision cleaning solutions. She has been in the industry more than 25 years and holds a BS in Chemistry from the University of St. Joseph. Norwood researches, develops and tests cleaning-related products. She currently has one patent issued and two pending for her work. For more information, visit www.microcare.com.






























